300% 的工艺流程加速 - SIKO 的创新改造解决方案优化了 HOMAG 公司的双面成型封边机和通用封边机
EUROTEC 公司是更新改造木材加工机械的经销商和专家,公司的核心竞争力在于更新改造封边机、双面成型封边机及其组合机等精密加工线和输送组合机。 在其公司最近实现的项目中,是提供给HOMAG 公司的 KF20/22/QA/35 双面成型封边机中,使用 SIKO 公司提供的改造系统,进行了整机的更新改造。
该机器归 Staufer Holz GmbH 公司所有,专门用于材质为中密度纤维板 (MDF) 或压制纤维板制成的矩形家具部件的最终加工。 包括未最终切割的原始格式的桌面、厨房面板、橱柜门或搁板,适配的最小工作宽度为 230 毫米,最大工作宽度为 3500 毫米,工件厚度至少为 10 毫米,最多为 60 毫米。 此外,该机器还用于为墙壁和天花板覆层的矩形隔音元件的格式设置和进一步加工。 所有面板在通过机器加工之前,都被粗略切割成一定相应尺寸,面板生产前的加工余量为每侧 10 毫米。 如果一个工件经过机器的所有工作步骤, 在工艺过程的最后工序,面板将达到最终所需的大小规格。
特殊应用范围所需的特定要求
特殊应用范围所需的特定要求在于,为四台万能铣床和两台标准铣床进行自动化技术改造,借助装入自动的执行器,以取代轴的手动式格式调整。 在改造之前,机器的现有控制系统无法自动控制驱动器的运动。 通过此次更新改造,却要求不需要为整台机器安装新的可编程逻辑控制系统 (PLC),首先,这会导致较长的停工时间,从而造成产品生产的损失,其次,相应改造资本支出会非常高。
在此,要求规范是安装一个经济实用的控制系统,其即可控制和监控执行驱动器以进行格式调整,却同时保留现有的对整体机器的控制功能,同时,整机控制系统必须能够与自动化的格式调整控制进行通信交流。 EUROTEC International 公司面临的另一个挑战是“联轴方式”的设计问题,如何将自动化的执行器集成到以前的手动式轴调整工序中。 一方面,必须确保足够固定的连接形式,另一方面,需确保执行器和调节轴之间高精度和完全无间隙的运动传输。 由于工件所用产品型材的多样复杂性,格式调整工序必须异常精确。 Staufer Holz 公司为该机器提供了大量不同的产品配置文件,用于加工各种形状的工件。 机器中的加工工序通过电机驱动的锯床和铣床进行,其使用配置文件,以加工不同的边缘半径、凹槽条形状、突出条形状和波纹轮廓状等。
工序可进行优化的潜力
由于需要调整 12 根轴,这台机器上的手动调整过程非常容易出错且耗时。 一方面,在将生产数据传输到要调整的轴上(错误的轴和正确的值)时可能出现个别错误,另一方面,没有注意到不正确的设置值(错误的值和正确的轴)导致出现错误。 工件以 20 至 24 米/分钟的机器进给速度快速运行,或每个工件的平均加工时间约为 30 秒,鉴于这些和其他潜在的错误来源,使得通过多次的格式更换导致产品浪费率非常高。
对 Staufer Holz GmbH 公司来说,工序优化潜力的大小通过频繁的格式调整的数量来决定。 每八小时的轮班必须进行大约 15 到 20 次的格式调整,每次手动格式更换大约需要 10 到 15 分钟,换句话说:由于手动的格式更换,每班损失约两个小时的生产时间,(理论上计算)三班制操作总计损失达到约六个小时的生产时间。
在此背景下,所需的解决方案必须实现以下目标:
- 格式更换所需的时间,
- 废品数量以及
- 处理订单时的错误来源
达到显著减少,由此减低成本。
带有 ETC5000 技术的 SIKO 公司的更新改造系统完全满足这些条件。 用于高效监控和调整转轴和螺旋杆的“交钥匙”系统解决方案,包括所有必要的组件,并根据个性化要求量身定制,其系统模块可确保
- 通过停机时间减少,达到机器效率提高,
- 通过监控式和全自动化的格式更换,显著提高工艺过程可靠性,
- 通过自动方差补偿,实现高度的可重复制造性和
- 通过使用 HMI(人机界面)技术的“即插即用”触摸屏ETC5000 形式,达到加速执 行系统的集成
所要求达到的目标状态
HOMAG 机器上需要移动的工作单元重量达数百公斤,因此,手动调整所需的工作烦重和要求很高。调整用螺旋轴旋转一圈可得到四毫米的行程,如果必须调整 10、20 或 30 毫米的行程,则必须考虑到相应所需的高时间量。
以下建议适合相对 SIKO 更新改造系统的选择使用:转轴需要定位的频率越高,通过使用受监控或自动定位解决方案可以达到的生产率和利润就越高。 如果工作系统不需要经常进行格式更换,那么通常使用机械式或带现场总线的定位指示器就足够了。 但是,如果必须较频繁地在机器上更改格式,例如每个工作小时内需要进行一次格式更换,那么使用自动化执行器是值得的。
因此,SIKO 公司为 HOMAG 机器独特配置的改造包内容包括:
- 型号为ETC5000 的 Easy Touch Control 轻松操作触控屏控制器,包括操作控制软 件,
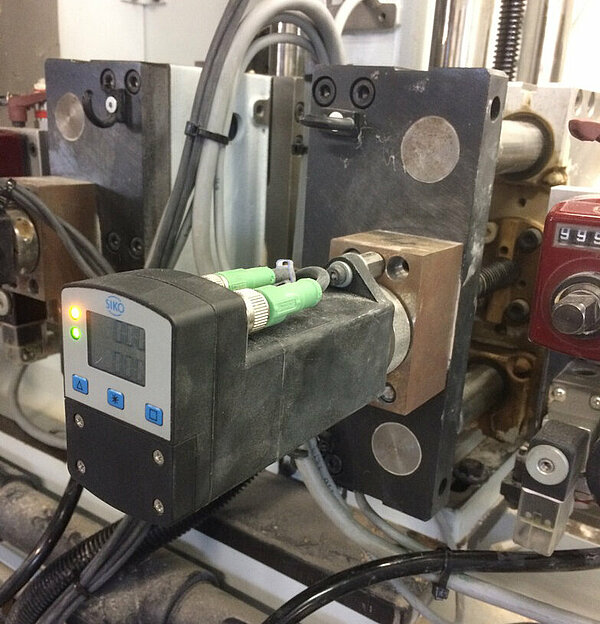
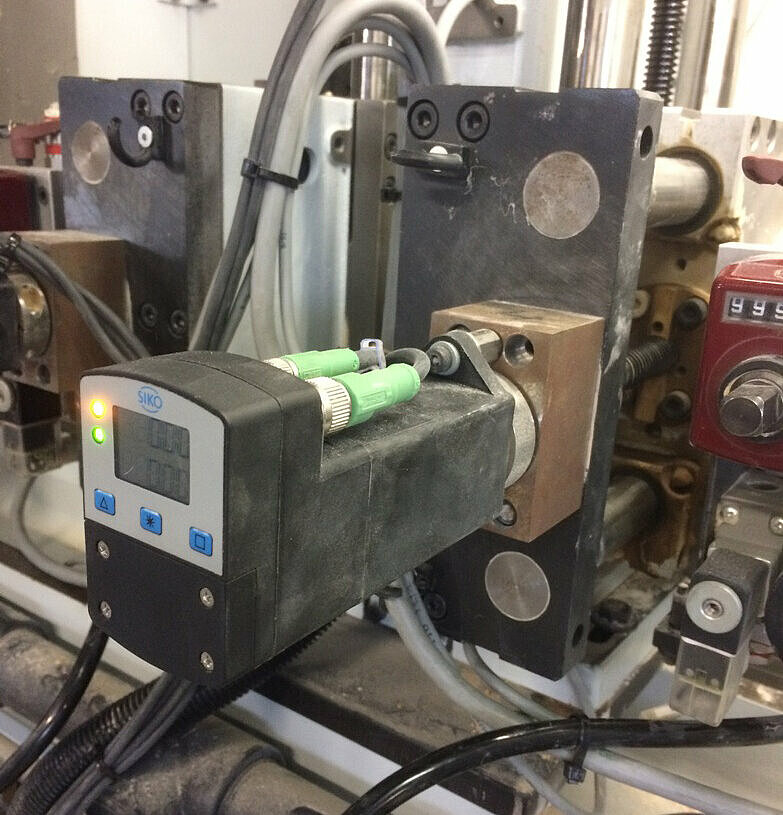
- 现场外围设备,在本应用中为 AG05 和 AG06 型执行器,
- IO20 类型的带总线功能的型轨式模块,每个模块具有 8 个数字式输入和输出端口,用于评估和控制外部传感器和执行器的工作状态
- 以及必要的附件,如电缆、插头等。
在标准铣削装置中安装了四个 AG05 型执行器,在通用铣削装置中安装了共有八个 AG06 型执行器。


通过使用 SIKO 公司的更新改造系统,机器达到技术升级,所有轴都变成了 NC 轴(NC:数控式)。 ETC5000控制器的控制软件确保机械的数控化,ETC5000 控制器通过触摸屏进行操作。 借此,EUROTEC International 公司在机械调试前,对每根轴单独进行了参数设置。 例如,螺旋杆的螺距被参数化,系统需要这种基本设置才能知道,调整用螺旋杆旋转一整圈后导致轴行进方向的路径长度。 在 HOMAG机械上,螺旋杆旋转一圈相当于轴方向的运动长度为四毫米,另一个参数设置,决定螺旋杆的顺时针旋转方向还是逆时针旋转方向设置为递增值方向,完成参数设置后,既创建了单独产品相应的配置文件。 EUROTEC 公司协助机器操作员创建第一个产品配置文件,之后这项工作由操作员自己执行。 经过四个月的运行,该系统包含了大约 50 个产品配置文件,其结果说明了 ETC5000 通过触摸屏的直观操作的简便性,并证明了系统的易操作性。
通过 ETC5000 触摸屏可以简便选择各个产品配置文件,做出选择后,其配置文件将以控制命令的形式发送到执行器,并在各个工作站执行相应配置文件中预定义的运动或轴调整工作。 执行器同时移动到位,并通过独立的位置控制器保持在该位置,直到 ETC5000 向执行器发出新的指令,此过程(实际的格式更改工序)最多需要 2.5 分钟。
为了可以达到其运行过程和工序状态,EUROTEC 公司还必须执行另一项机械工作,既为所有 12 根调节用螺旋杆安装了适配器,以促进螺旋杆法兰和执行器之间的机械耦合。
主机控制系统及其执行器和传感器与 ETC5000 控制器之间的通信交流,通过 IO20 型导轨模块进行管理调整。 IO20 在这里起“链接”作用,以向主控制器报告在 ETC5000 上预定义的配方或配置文件的执行情况。 例如,一个允许机器启动的条件是,只有当机械真正装备了木材,才可以执行运行,该机械状态的检查是使用光栅进行的,如果系统中装有木头,则光障被中断,IO20 向机器控制发送“OK”信号,绿灯就会亮起,机械可以开始生产。 IO20 使 ETC5000 成为一个可以与其他设备和组件进行通信交流的敞开式控制系统。
目标达成的验证
- 时间消耗得到优化
使用 SIKO 更新改造系统进行自动化格式调整,达到格式更换工序所需的时间从 10 到 15 分钟减少到大约 2.5 分钟。 由此,操作员可以在格式更换期间的同时,执行其它工作——例如,准备新材料——并无需进行手动的格式调整工作,由此可以达到平均工艺过程的速度提高 300%。
- 材料浪费达到减低
可以显著降低浪费率,因为系统兼容的操作不可能进行不正确的设置,ETC5000 确保持续不断的视屏监控。 手动格式调整导致在工件设置过程就形成持续的材料消耗,既在执行客户订单的实际运行之前,需在机器上对工件进行设置检查,通常其过程明显消耗材料,但通过使用 SIKO 更新改造系统,这种浪费趋于零。 单独由于调整过程而导致的材料消耗几乎被消除,机器操作工序得到显著优化,格式更换后可以立即按照订单进行加工运行。
- 避免来自处理订单过程导致的错误
借助 SIKO Retrofit 更新改造系统,机器不会因为任何特殊的错误源造成错误。 在改造之前,其错误经常发生,例如,根据操作员的不同能力水平容易形成错误,其自然反映在生产过程质量上。 此外,使用 ETC5000 控制技术,机器的生产过程现在系统化地体现高水平的质量和能力,并确保了稳定可靠的生产过程和均匀高度的产品质量。
- 产品高精度的确保
SIKO Retrofit 更新改造系统也提高了精确性。 长方形工件的边长必须达到 100% 平行和垂直,这对于工件的四面加工尤其重要。 改装后的 HOMAG 机械达到算出的理论精度为百分之一毫米(0.01 毫米),超出所要求目标值。 这意味着:使用 ETC5000 控制技术,使执行器的定位工序比必需达到的要求更精确,其不可能通过手动式格式调整来达到。
额外的优势
更新改造后,Staufer Holz 公司使用的 HOMAG 机器还提供一个很大的额外优势,既,ETC5000 控制器可确保执行器的连续性位置监控。 如果因为前所未有的原因,导致执行器的位置发生变化之大,超出了指定的公差范围时,机械系统将通过 IO20 启动鸣叫警告,并将信号发送到机器控制系统,机器停止运行,警告音响起,红灯发亮。 在其特殊情况下,ETC5000 充当系统监视器,由此为企业创造商业价值做出重大贡献,因为其可及时发现机器设置错误,由此及时停止执行订单产品的生产,最终,工件不必作为耗金废品造成浪费。
SIKO 更新改造系统Retrofit System 技术,以其全面解决方式赢得了 EUROTEC International 公司的信任。 其技术基于我司作为单一的提供商方式,来提供所有必要的组件,根据应用,可以完全适应特殊需求,提供定制解决方案。 EUROTEC International 公司之所以决定,为 HOMAG 机器配备 SIKO 改造技术的另一个决定性因素,是该系统提供的高度兼容性,解决方案中使用的所有系统模块,都可以适应相应的轴的任何几何形状。 在改造 HOMAG 机器时,EUROTEC 公司也受益于该系统特性,另一方面,将来Staufer Holz公司的生产过程可能会发生变化,这也会对HOMAG机器产生相应影响,由此也要求执行必要的调整,该机器具备大量当前未使用的调整用选项。 增加机器配件也是可以想象的,由此可以添加调整轴,ETC5000 控制器也适用于此改造,它最多可以调整 31 根轴,目前仅 12 根轴通过 HOMAG 应用程序中的执行器进行调整。
SIKO 更新改造系统所用的 ETC5000 控制器也可以完全作为独立执行的解决方案,它不是必须集成到现有的机器控制系统中。尽管如此,SIKO 的更新改造系统Retrofit外围设备原则上代表了一个开放性系统,因此也可以考虑将改造外围设备集成到现有控制系统中,且执行器由现有机器控制系统进行控制。 Staufer Holz 公司的机器已经具备控制装置,为了提高易用性,可以将其集成于新的改造系统中,并通过一个控制台,而不是现在的两个控制台,来操作它们。
SIKO 改造系统中使用的 AG05 和 AG06 执行器,已经进行了符合防护等级 IP65 和 IP54 的检测。 如果木屑和锯末与油脂和油液接触混合,会导致粘连或粘附,从而影响机器的正常运行。在大多数此类或类似情况下,借助其强大的扭矩,执行器通常可以自行达到重新正常运行 - 执行器 AG05 在 50 rpm 时可达最大扭矩为 5 Nm,AG06 在 15 rpm 时可达最大扭矩为 13 Nm。 或者:在通常不太可能发生的某种特殊情况下,ETC5000 控制器会停止机器运行,以保护操作人员安全、机器本身和工件的无损性,并通过显示需维护消息,提示操作员采取适当的措施。 其附加服务功能是在以前的手动格式调整形式中不具备的。
作者:Max Mustermann 先生,SIKO GmbH 公司
字符数量: 15588
含空格字符总数量: 17935



发布日期
我们的专家解答您的问题
