300% Prozessbeschleunigung - SIKO’s Retrofitlösung optimiert doppelseitige Format- und Kantenleimmaschine von HOMAG
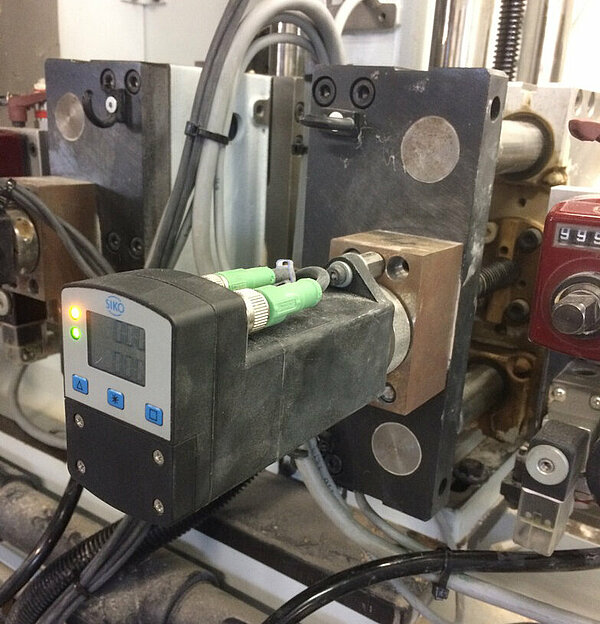
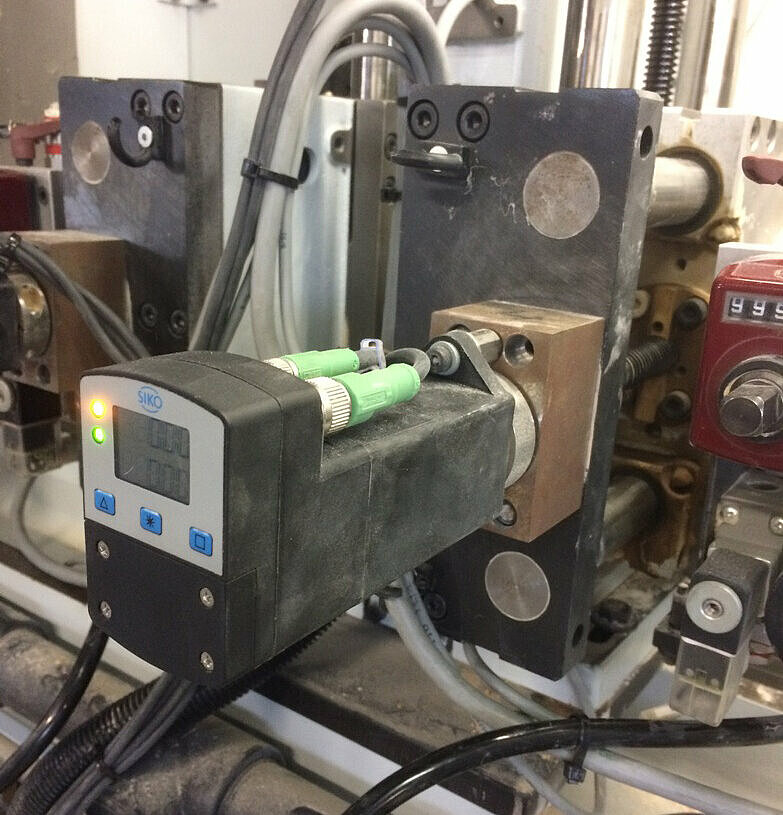
Horizontale Achsverstellung an der doppelseitigen HOMAG Format- und Kantenleimmaschine mit dem SIKO Stellantrieb AG06
EUROTEC ist Händler und Spezialist für gebrauchte Holzverarbeitungsmaschinen. Die Kernkompetenz des Unternehmens liegt in der Überholung und dem Wiederaufbau von Präzisions-Transportketten für Kombinations- bzw. Kantenleimmaschinen und Doppelendprofilern. In ihrem jüngsten Projekt wurde eine doppelseitige Format- und Kantenleimmaschine vom Typ HOMAG KF20/22/QA/35 mit dem Retrofit-System von SIKO nachgerüstet.
Die Maschine befindet sich im Besitz der Staufer Holz GmbH, wo sie für die Endfertigung von ausnahmslos rechteckigen Möbelteilen aus mitteldichten Holzfaserplatten (MDF) oder Pressspan genutzt wird. Dabei handelt es sich um Schreibtischplatten, Küchenfronten, Schranktüren oder Einlegeböden in noch nicht endbeschnittenen Rohformaten mit einer Mindestarbeitsbreite von 230 mm bis zu einer maximalen Arbeitsbreite von 3500 mm sowie einer Werkstückdicke von mindestens 10 bis höchstens 60 mm. Außerdem werden über die Maschine rechteckige Schallschutzelemente zur Wand- und Deckenverkleidung formatiert und weiterverarbeitet. Alle Platten sind grob auf Maß zugeschnitten, bevor sie von der Maschine verarbeitet werden. Die Beschnittzugabe vor der Produktion beträgt 10 mm an jeder Seite. Durchläuft ein Werkstück alle Arbeitsschritte der Maschine, erlangt es am Prozessende das fertige Endmaß.
Anwendungsspezifische Anforderungen
Die anwendungsspezifische Anforderung sah den Ersatz der manuellen Formatverstellung der Achsen durch automatische Stellantriebe an vier Universalfräsen und zwei Standardfräsen vor. Die vorhandene Steuerung der Maschine hatte vor der Nachrüstung keine Möglichkeit Antriebe automatisch zu steuern. Im Rahmen dieser Umrüstung sollte jedoch keine neue speicherprogrammierbare Steuerung (SPS) für die gesamte Maschine installiert werden. Das hätte, erstens, eine längere Stilllegung und damit einen Produktionsausfall nach sich gezogen. Zweitens wäre der Investitionsaufwand sehr hoch gewesen.
Die Vorgabe war insofern, eine wirtschaftliche und funktionale Steuerung zu installieren, welche die Antriebe zur Formatverstellung steuert und kontrolliert und gleichzeitig die vorhandene Maschinensteuerung beibehält. Jedoch musste die Steuerung in der Lage sein, mit der automatischen Formatverstellung zu kommunizieren. Eine weitere Herausforderung für EUROTEC International bestand in der Konstruktion der „Ankopplung“, welche die Stellantriebe auf die vorher manuelle Achsverstellung integriert. Aufgabe war es einerseits, für eine adäquate Befestigung zu sorgen, andererseits eine einwandfreie und spielfreie Übertragung zwischen Stellantrieb und Verstellspindel sicher zu stellen. Auf Grund der Komplexität der bei den Werkstücken angewendeten Produktprofile, muss die Formatverstellung sehr exakt sein. Bei der Firma Staufer Holz gibt es für diese Maschine eine Vielzahl an unterschiedlichen Produktprofilen, die bei der Verarbeitung der verschiedenen Werkstücke angewendet werden. Die Verarbeitung in der Maschine erfolgt über motorgetriebene Sägen und Fräsen, an denen unterschiedlichen Kantenradien sowie Nut-, Feder- und Falzprofile angewendet werden.
Ausgangssituation
An der doppelseitigen Format- und Kantenleimmaschine befinden sich insgesamt sechs verstellbare Bearbeitungseinheiten, drei auf jeder Seite. Sie sind entlang der ca. 12 m langen Maschine in Reihe angeordnet.
Die Anordnung der optimierten Bearbeitungseinheiten lässt sich wie folgt darstellen:
| Links: | Standardfräsen - Universalfräsen - Universalfräsen |
| Rechts: | Standardfräsen - Universalfräsen - Universalfräsen |
Je Durchlauf wird das Werkstück an zwei gegenüberliegenden Seiten bearbeitet. Muss das Werkstück an vier Seiten bearbeitet werden, wird es nach Abschluss des ersten Durchlaufes um 90O gedreht, bevor die Maschine wieder mit dem identischen Werkstück beschickt werden kann. Bei der vierseitigen Verarbeitung findet bei ein und demselben Werkstück ebenfalls eine Formatverstellung statt, weil das Werkstück rechteckig ist und das Format zwei Seitenlängen besitzt. Hier müsste dann eine Breitenverstellung vorgenommen werden.
Manuelles Einstellen
Vor dem Retrofit Upgrade der Maschine wurde die Formatverstellung manuell durchgeführt. Der Bediener übertrug die auftragsbezogenen Produktionsdaten von dem Auftragsdokument händisch auf die Maschine. Je Bearbeitungseinheit musste er dabei die Einststellungen an zwei Achsen – für die horizontale und die vertikale Achsverstellung – vornehmen. Die horizontale Verstellung erfolgt, weil die Werkzeuge unterschiedliche Durchmesser haben, die vertikale Verstellung wird durchgeführt, weil die einzelnen Werkzeuge unterschiedlich hoch sind und ihre Position angepasst werden muss, bevor sie eingesetzt werden. Die Achsverstellung wurde je Bearbeitungseinheit über Verstellspindeln durchgeführt, an denen sich jeweils Zähler befanden, mittels derer die Verstellwerte visuell überprüft wurden. Die Spindel war am Kopf mit einem Aufsatz ausgestattet, auf den eine Ratsche passte, mit welcher der Bediener die eigentliche Formatverstellung vornahm.
Optimierungspotenzial
Bei der Einstellung von 12 Achsen war der manuelle Verstellprozess an dieser Maschine sehr fehleranfällig und zeitaufwendig. Einerseits traten individuelle Fehler beim Übertragen der Produktionsdaten auf die zu verstellenden Achsen auf (falsche Achse/richtiger Wert), andererseits wurden falsche Einstellungen (falscher Wert/richtige Achse) nicht bemerkt. Werkstücke laufen bei einem Maschinenvorschub von 20 – 24 Meter/Minute bzw. einer durchschnittlichen Prozessdauer von ca. 30 Sekunden je Werkstück zügig durch. Angesicht dieser und weiterer potentieller Fehlerquellen war die Makulaturquote bei mehreren Formatverstellungen sehr hoch.
Das Optimierungspotential quantifiziert sich bei der Staufer Holz GmbH durch die Anzahl der Formatverstellungen. Je Acht-Stunden-Schicht müssen in etwa 15 bis 20 Formatverstellungen vorgenommen werden. Jede manuelle Formatverstellung dauert ca. 10 bis 15 Minuten. D. h.: In Folge der händischen Formatverstellung entsteht pro Schicht ein Produktionsausfall von ca. zwei Stunden, bei einem (theoretischen) Drei-Schicht-Betrieb von insgesamt etwa sechs Stunden.
Vor diesem Hintergrund musste die benötigte Lösung folgende Ziele realisieren:
- den Zeitaufwand für eine Formatverstellung,
- die Makulatur sowie die
- Fehlerquellen bei der Bearbeitung von Aufträgen
signifikant reduzieren und kostengünstig sein.
Das Retrofit-System von SIKO mit ETC5000 erfüllt diese Bedingungen. Die „schlüsselfertige“ Systemlösung zur effizienten Achs- und Spindel-Überwachung und Verstellung beinhaltet alle erforderlichen Komponenten und ist auf individuelle Anforderungen abgestimmt. Die Systemmodule gewährleisten
- eine höhere Maschineneffizienz bei reduzierten Stillstandzeiten
- eine deutlich höhere Prozesssicherheit durch überwachte und vollautomatische Formatwechsel
- eine hohe Reproduzierbarkeit durch automatischen Varianzausgleich und
- eine Beschleunigung der Systemintegration durch ein betriebsbereites HMI
- (Human Machine Interface) in Form des „Plug & Play“ Touchpanels ETC5000
SOLL-Zustand
Die zu bewegenden Aggregate der HOMAG Maschine haben ein Gewicht von mehreren hundert Kilo. In der Handhabung ist die für die manuelle Verstellung erforderliche Untersetzung deshalb hoch. Eine Spindelumdrehung führt zu vier Millimeter Weg. Müssen 10, 20 oder 30 mm verstellt werden, ist deshalb mit einem entsprechenden Zeitaufwand zu rechnen.
Für den Einsatz des SIKO Retrofits gilt folgende Empfehlung: Je häufiger eine Achse positioniert werden muss, umso produktiver und ertragsbringender ist der Einsatz einer überwachten bzw. automatisierten Positionierlösung. Wenn eine Formatverstellung nur selten durchgeführt werden muss, dann sind mechanische oder Feldbus-Positionieranzeigen oft ausreichend. Muss jedoch an einer Maschine häufiger, z.B. je Arbeitsstunde eine Formatverstellung ausgeführt werden, dann lohnen sich Stellantriebe.
Das für die HOMAG Maschine individuell konfigurierte Retrofit-Paket von SIKO besteht deshalb aus
- Easy Touch Control vom Typ ETC5000, inkl. betriebsbereiter Steuerungssoftware,
- der Feld-Peripherie, in dieser Anwendung Stellantriebe der Typen AG05 und AG06,
- einem busfähigen Hutschienenmodul des Typs IO20 mit jeweils 8 digitalen Ein- und Ausgängen zur Auswertung und Ansteuerung externer Sensoren und Aktoren
- sowie dem erforderlichen Zubehör wie Kabel, Stecker etc.
Bei den Standardfräsaggregaten wurden vier Stellantriebe des Typs AG05 verbaut. An den Universalfräsaggregaten sind insgesamt acht Stellantriebe des Typs AG06 angebaut.


AG05 – sorgen in ETC5000-Retrofit-Lösung für zuverlässige und präzise Formatverstellungen in existierenden Maschineninstallationen
Modulare Bestandteile der individuellen SIKO-Retrofit-Lösung: Stellantriebe AG05, AG06 und BUS Kabel sowie – nicht im Bild – Steuerungssoftware ETC5000, Touchscreen zur Bedienung und IO20 Schnittstelle
Durch die Aufrüstung der Maschine mit dem Retrofitsystem von SIKO wurden alle Achsen zu NC-Achsen (NC: Numerical Control). Die Numerical Control gewährleistet die ETC5000 Steuerungssoftware. Das ETC5000 wird über einen Touchscreen bedient. Hiermit führte EUROTEC International vor der Inbetriebnahme die Parametrierung für jede einzelne Achse durch. So wurde zum Beispiel die Spindelsteigung parametriert. Diese Basiskonfiguration ist erforderlich, damit das System weiß, welchen Weg jede Achse nach einer vollständigen Spindelumdrehung zurücklegt. Bei der HOMAG entspricht eine Spindelumdrehung vier Millimetern. Ein weiterer Parameter legt fest, ob bei rechtsdrehender Spindel größer werdende Werte eingestellt werden können oder bei linksdrehender. Nach Abschluss der Parametrierung wurden die einzelnen Produktprofile angelegt. EUROTEC assistierte dem Maschinenführer beim Anlegen der ersten Produktprofile, danach wurde diese Tätigkeit vom Bediener selbst ausgeführt. Nach vier Monaten Betriebszeit befanden sich etwa 50 Produktprofile in dem System. Dieses Ergebnis verdeutlicht die intuitive Bedienung des ETC5000 über Touchscreen und attestiert dem System ein einfaches Handling.
Über das ETC5000-Touchscreen können die einzelnen Produktprofile ausgewählt werden. Nach erfolgter Auswahl werden sie in Form von Steuerbefehlen an die Stellantriebe gesendet und führen an den einzelnen Arbeitsstationen die in dem jeweiligen Profil vordefinierten Bewegung bzw. Achsverstellung aus. Die Stellantriebe fahren simultan in Position und verweilen in dieser mit einer eigenständigen Positionslageregelung, bis eine neue Anweisung vom ETC5000 an die Stellantriebe erfolgt. Dieser Vorgang – die eigentliche Formatverstellung - dauert maximal 2,5 Minuten.
Um diesen operativen Status zu erreichen, musste die Firma EUROTEC noch eine mechanische Anforderung umsetzen. Hierfür wurden für alle 12 Verstellspindeln Adapter gefertigt, um die mechanische Kupplung zwischen Spindelstockflansch und Stellantrieb zu erleichtern.
Die Kommunikation zwischen der Maschinenhauptsteuerung mit ihren Aktoren und Sensoren und dem ETC5000 wird über das Hutschienenmodul vom Typ IO20 gemanagt. Das IO20 funktioniert hier als „Bindeglied“, um vordefinierte Rezept- bzw. Profilbedingungen des ETC5000 an die Hauptsteuerung zurückzumelden. Eine Bedingung ist, dass die Maschine z. B. nur dann anlaufen darf, wenn sie tatsächlich mit Holz bestückt ist. Dieser Maschinenzustands-Check wird unter Einsatz von Lichtschranken durchgeführt. Befindet sich Holz in der Anlage, ist die Lichtschranke unterbrochen. Das IO20 gibt ein „OK“ an die Maschinensteuerung weiter, die grüne Lampe geht an, die Maschine startet die Produktion. Das IO20 macht das ETC5000 zu einem offenen System, das mit anderen Geräten und Komponenten kommunizieren kann.
Ziel-Validierung
- Zeitaufwand
Durch das SIKO Retrofitsystem zur automatisierten Formatverstellung wurde der Zeitaufwand für eine Formatumstellung von vorher 10 bis 15 Minuten auf etwa 2,5 Minuten reduziert. Jetzt kann sich der Bediener während der Formatverstellung um Sekundärarbeiten kümmern – u. a. Besorgung von neuem Material – und muss sich nicht mit der manuellen Formatverstellung befassen. Es kann von einer durchschnittlichen Prozessbeschleunigung von 300 % ausgegangen werden.
- Makulatur
Die Makulaturquote konnte signifikant reduziert werden, weil Falscheinstellungen bei systemkonformer Bedienung nicht möglich sind. Das ETC5000 gewährleistet ein kontinuierliches Monitoring. Während bei manueller Formatverstellung bereits ein kontinuierlicher Materialverbrauch anfiel, um die Einstellungen am Werkstück zu prüfen, bevor der eigentliche Kundenauftrag auf der Maschine gefahren werden konnte, tendiert dieser Ausschuss beim Einsatz des SIKO Retrofits gegen Null. Der Materialverbrauch infolge des Einstellprozesses wird so gut wie eliminiert, der Betrieb der Maschine erheblich optimiert. Aufträge können nach vorgenommener Formatverstellung sofort gefahren werden.
- Fehlerquellen bei der Bearbeitung von Aufträgen
Mit dem SIKO Retrofit ist die Maschine keinerlei individuellen Fehlerquellen ausgesetzt. Diese zeigten sich vor dem Retrofit zum Beispiel in einer bedienerabhängig unterschiedlichen Kompetenz, die sich auch in der Produktionsqualität niederschlagen konnte. Unter Einsatz des ETC5000 reproduziert die Maschine dagegen jetzt Qualität und Kompetenz systematisch auf einem hohen Niveau und gewährleistet einen stabilen Produktionsprozess sowie eine homogene Produktqualität.
- Präzision
Das SIKO Retrofit führt auch zu einer gesteigerten Exaktheit. Die Werkstücke müssen hundertprozentig parallel und rechtwinkelig sein. Das ist insbesondere für die vierseitige Bearbeitung von Werkstücken entscheidend. Bei der HOMAG Maschine wurde nach dem Retrofit eine theoretische Genauigkeit von einem hundertstel Millimeter (0,01 mm) errechnet. Ein Wert, der die Zielvorgabe übererfüllt. D. h.: Die Positionierung der Stellantriebe mit dem ETC5000 ist exakter als erforderlich und bei manueller Formatverstellung schier nicht zu bewerkstelligen.
Zusatznutzen
Für die bei Staufer Holz eingesetzte HOMAG Maschine ergibt sich nach dem Retrofit ein großer Zusatznutzen. So sichert das ETC5000 ein fortwährendes Positionsmonitoring der Stellantriebe. Verändert sich aus bisher nicht bekannten Gründe die Position der Stellantriebe, so dass sie sich außerhalb der vorgegebenen Toleranzgrenzen befinden, dann initiiert das System über das IO20 einen audiovisuellen Warnimpuls und schickt diesen an die Maschinensteuerung. Die Maschine stoppt, der Warnton ertönt und rote Lampe geht an. In diesem konkreten Fall dient das ETC5000 als Systemüberwachung und leistet einen großen Beitrag zur unternehmerischen Wertschöpfung, weil es fehlerhafte Maschineneinstellungen rechtzeitig erkennt, Aufträge rechtzeitig stoppt und diese in letzter Konsequenz nicht als geldwerter Ausschuss entsorgt werden müssen.
Das SIKO Retrofit System überzeugte EUROTEC International durch seinen ganzheitlichen Lösungsansatz. Es bietet alle erforderlichen Komponenten aus einer Hand. Die Lösung kann je nach Anwendung maßgeschneidert und hundertprozentig auf die individuellen Bedürfnisse angepasst werden. Ausschlaggebend für die Entscheidung von EUROTEC International, die HOMAG Maschine mit den Retrofit-Komponenten von SIKO auszustatten, war auch die hervorragende Anbaukompatibilität, die das System bietet. Alle in der Lösung eingesetzten Systemmodule können an die jeweilige Achsgeomtrie angepasst werden. Von dieser Systemeigenschaft profitierte auch EUROTEC bei der Umrüstung der HOMAG Maschine. Andererseits kann es in der Zukunft zu Änderungen der Produktion bei Staufer Holz kommen, die sich auch auf die HOMAG Maschine auswirken und Anpassungen erforderlich machen. Die Maschine verfügt über eine Vielzahl an Verstellmöglichkeiten, die aktuell noch nicht bedient werden. Vorstellbar sind auch Maschinenanbauten, infolge derer Verstellachsen hinzukommen können. Auch dafür eignet sich das ETC5000. Es kann maximal 31 Achsen verstellen, aktuell werden in der HOMAG-Anwendung 12 Achsen über Stellantriebe verstellt.
Das SIKO Retrofit System ETC5000 ist als Stand-Alone-Lösung autark. Physisch muss es nicht in die existierende Maschinensteuerung eingebunden werden. Dennoch stellen die SIKO Retrofit Peripheriegeräte grundsätzlich ein offenes System dar. Es sind deshalb auch Anwendungen denkbar, in denen die Retrofit Peripheriegeräte in existierende Steuerungen integriert und die Stellantriebe dann von der eigentlichen Maschinensteuerung kontrolliert werden. Die Maschine von Staufer Holz verfügt bereits über eine Steuerung. Um den Bedienkomfort zu erhöhen wäre es möglich, die Systeme zu integrieren und über eine Konsole – anstatt jetzt zwei – zu bedienen.
Die im Retrofit System von SIKO eingesetzten Stellantriebe AG05 und AG06 sind geprüft nach den Schutzklassen IP65 und IP54. Fett, und Öl können in Verbindung mit Holzstaub und Sägespänen Verharzungen bzw. Verklebungen verursachen, welche die einwandfreie Funktion der Maschine beeinträchtigen. In der Mehrzahl solcher oder ähnlicher Fälle können sich die Stellantriebe auf Grund ihrer leistungsstarken Drehmomente – der Stellantrieb AG05 mit max. 5 Nm bei 50 min-1, AG06 mit maximal 13 Nm bei 15 min-1 – selbst wieder freilaufen. Oder: Das ETC5000 schaltet die Maschine im unwahrscheinlichen Fall ab, um Mensch, Maschine und Werkstück zu schützen, und fordert den Bediener über einen ausgegebenen Wartungshinweis dazu auf, entsprechende Gegenmaßnahmen zu ergreifen. Eine zusätzliche Servicefunktion, die bei manueller Formatverstellung in dieser Form bisher nicht vorhanden war. Autorin: Michaela Wassenberg, freie Journalistin



Veröffentlicht am
Unser/e Experte/-in für Ihre Fragen
